国内精品视频在线中文字幕-国内精品网站-国内精品一-国内精品一级毛片免费看-国内精品一区-国内精品一区二区av
您好,歡迎訪問東莞市鋁得旺五金制品有限公司官方網(wǎng)站!
15820818654
重力鑄造
關(guān)于我們
公司簡(jiǎn)介
企業(yè)文化
產(chǎn)品展示
機(jī)械配件
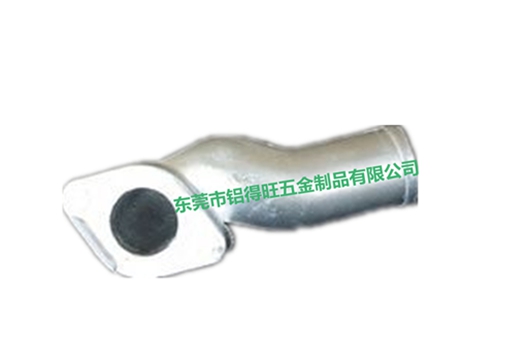
汽車配件
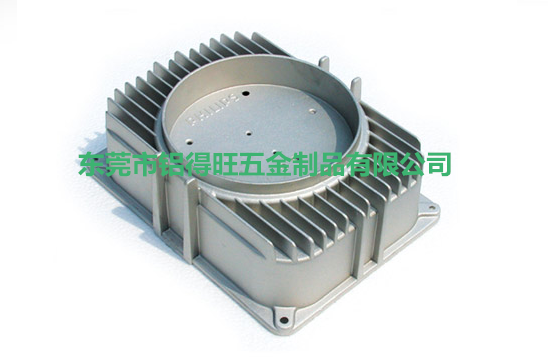
電子配件
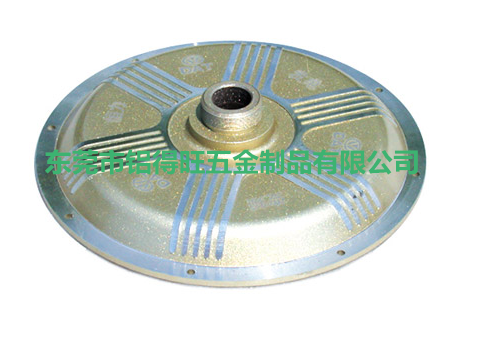
燈飾配件
水泵配件
風(fēng)機(jī)配件
管材管件
翻砂鑄造
廠房設(shè)備
客戶展示
新聞資訊
常見問題
行業(yè)資訊
聯(lián)系我們
鋁合金重力鑄造
重力鑄造
關(guān)于我們
產(chǎn)品中心
廠房設(shè)備
客戶展示
新聞資訊
聯(lián)系我們
TEL :
15820818654
當(dāng)前位置:
鋁得旺五金
>>
新聞資訊
>>
常見問題
>> 鋁合金鑄造工藝與鑄錠質(zhì)量的關(guān)系
行業(yè)資訊
常見問題
鋁合金鑄造工藝與鑄錠質(zhì)量的關(guān)系
作者:東莞鋁得旺 時(shí)間:
2018/9/8
瀏覽:
鑄造工藝參數(shù)主要有鑄造溫度、鑄造速度、冷卻強(qiáng)度,其次是液位高度、鑄造開始與結(jié)束條件等。 1 鑄造溫度 鑄造沏度通常是指液體金屬?gòu)谋貭t通過轉(zhuǎn)注工具注入結(jié)晶器過程中具確良好流動(dòng)性所需要的溫度。但是,目前鋁合金熔鑄大部分已應(yīng)用了在線除氣與過濾裝置,鑄造溫度仍然按上述的概念是不夠 全面與正確的。實(shí)踐證明,在線除氣裝置中液體溫度不同具除氣效果也不同。因此,要考慮在線除氣裝置除氣效果對(duì)液體溫度的要求。另外,還應(yīng)考慮液體在結(jié)晶器內(nèi)的氣體析出情況,因鑄造溫度低,液體在結(jié)晶器內(nèi)的氣體來不及上浮逸出液面,造成氣孔、疏松,還可能產(chǎn)生災(zāi)渣及冷隔等鑄錠質(zhì)量缺陷、鑄造溫度最高不宜超過熔煉溫度。鑄造溫度過高會(huì)導(dǎo)致鑄造開始時(shí)漏鋁。底部裂紋與拉裂,還可能產(chǎn)生羽毛品組織缺陷,又因?yàn)檗D(zhuǎn)注工具長(zhǎng)度不同而液體溫降不同,在線裝首有加熱點(diǎn),液體在轉(zhuǎn)注過程中溫度變化起伏大,所以科學(xué)規(guī)范鑄造溫度應(yīng)指注入結(jié)晶器內(nèi)的液體溫度一般情況下鑄造溫度比合金的實(shí)際結(jié)晶溫度高50℃~70℃,1 x x x、3x x x系鋁合金在鑄造過機(jī)中過渡帶較窄,鑄造溫度宜偏高;而2x x x、7x x x系合金的過渡帶較寬.鑄造溫度宜偏低。 2 鑄造速度 連續(xù)鑄造時(shí),單位時(shí)間鑄錠成形的長(zhǎng)度稱為鑄造速度。老式鑄造通常是一個(gè)鑄次為—個(gè)固定鑄造速度;而現(xiàn)代鑄造是曲線鑄造速度,即鑄造開始與鑄造過程不是同一個(gè)鑄造速度:鑄造速度的快與慢對(duì)鑄錠裂紋、鑄錠表面質(zhì)量、鑄錠組織和性能有很大影響,在保證鑄錠質(zhì)量的前提下,應(yīng)采用最高的鑄造速度。老式鑄造法為解決某些合金及規(guī)格鑄錠的裂紋問題,鑄造時(shí)采用鋪底或回火的工藝方法;而現(xiàn)代鑄造法則采用曲線鑄錠速度,取代了老式鑄造的鋪底或回火工藝,它既減少了一些輔助設(shè)施,又節(jié)省了人力與減輕勞動(dòng)強(qiáng)度,還可以避免——些鑄錠表面質(zhì)量缺陷鑄造速度的選擇是依據(jù)所生產(chǎn)合金的特性與鑄錠截面尺寸而定。一般規(guī)律足冷裂紋傾向性較大的合金及鑄錠規(guī)格,應(yīng)提高鑄造速度;而熱裂紋傾向較大的合金及鑄錠規(guī)格,則應(yīng)降低鑄造速度 3 冷卻強(qiáng)度 冷卻強(qiáng)度也稱為冷卻速度。冷卻強(qiáng)度不但對(duì)鑄錠的裂紋有影響,而且對(duì)鑄錠的組織影響更大、隨著冷卻強(qiáng)度的增大,鑄錠結(jié)晶速度提高,晶內(nèi)結(jié)構(gòu)更加細(xì)化;隨著冷卻強(qiáng)度增人,鑄錠液穴變淺。過渡帶尺寸縮小.使金屬補(bǔ)縮條件得到改善,減少或消除了鑄錠中的疏松、氣孔等缺陷.鑄錠致密度提高:另外還可以細(xì)化一次品化合物的尺寸,減小區(qū)域偏析的程度。 老式鑄造法多采用分體結(jié)晶器,尤其是鑄造扁鑄錠時(shí).水套與結(jié)晶器是分開的。隨著鑄造工藝技術(shù)的發(fā)展,現(xiàn)代鑄造法的結(jié)晶器是一體的。用老式結(jié)晶器鑄造時(shí)冷卻水消耗量大,因?yàn)槔鲜浇Y(jié)晶器供 水不是封閉的,一部分冷卻水敞火而起不到冷卻作用,而且一次冷卻與二次冷卻的冷卻強(qiáng)度差別人,不可避免的產(chǎn)生一些鑄錠質(zhì)量缺陷;而用現(xiàn)代結(jié)晶器鑄造時(shí).冷卻水消耗量小.實(shí)踐證明它僅是老式結(jié)晶 器用水量的70%左右。目前國(guó)外多采用低液位結(jié)晶器鑄造,其目的就是提高冷卻強(qiáng)度,減少或消除一次冷卻后氣隙區(qū)的加熱現(xiàn)象,因此幾乎不存在二次冷卻的淬火情況、扁鑄錠普通鑄造已經(jīng)將結(jié)晶器高度 降至100人,當(dāng)然這需要操作者有很高的操作水平或增設(shè)液位白動(dòng)控制系統(tǒng)。 冷沖卻強(qiáng)度對(duì)冷卻水溫度的要求是不可忽視的,通常情況下,冷卻水溫設(shè)定在20、,但是由于地區(qū)氣候條件。供水設(shè)施條件及廠房溫度等不同導(dǎo)致變化較大,因而出現(xiàn)地區(qū)性或季節(jié)性鑄錠質(zhì)量缺陷。現(xiàn)代結(jié)晶器供水系統(tǒng)帶有脈沖或交叉變相功能,均由工藝編程決定,因此冷卻強(qiáng)度可依據(jù)鑄造工藝需要設(shè)定為曲線,特別是針對(duì)某些低溫塑性不好的硬合金,鑄造時(shí)冷裂紋和熱裂紋幾乎同時(shí)存在,附加擋水板系統(tǒng),使鑄錠表面溫度升高到拉伸變形塑性溫度,消除鑄錠冷裂紋,工藝上再采取防止熱裂紋措施,即可以獲得優(yōu)質(zhì)鑄錠. ? ?
相關(guān)資訊
中國(guó)ZCuPb15Sn8鑄造鉛青銅-鑄造機(jī)械設(shè)備知識(shí)
中國(guó)ZCuPb15Sn8鑄造鉛青銅-鑄造機(jī)械設(shè)備知識(shí)...
熔模鑄造方法在工業(yè)生產(chǎn)中的實(shí)際應(yīng)用有哪些?
熔模鑄造方法在工業(yè)生產(chǎn)中的實(shí)際應(yīng)用有哪些?...
熱老化對(duì)鑄造雙相不銹鋼管道亞結(jié)構(gòu)的影響是什么?
熱老化對(duì)鑄造雙相不銹鋼管道亞結(jié)構(gòu)的影響是什么?...
消失模鑄造
消失模鑄造...
請(qǐng)教沖壓模具中的鑄造模與鋼板模具的差異?
請(qǐng)教沖壓模具中的鑄造模與鋼板模具的差異?...
日本鎂合金制造小直徑連續(xù)鑄造工藝是什么?
日本鎂合金制造小直徑連續(xù)鑄造工藝是什么?...
快速原型與陶瓷型結(jié)合制造模具新技術(shù)
快速原型與陶瓷型結(jié)合制造模具新技術(shù)...
球鐵600-3斷裂
球鐵600-3斷裂...
相關(guān)產(chǎn)品
鋁合金汽車配件
鋁合金管材重力鑄造
機(jī)械配件
水泵配件
電子外殼鋁鑄件
電動(dòng)車鋁鑄件
鋁合金管材鑄件
鋁合金水泵五金配件
粵ICP備16122655號(hào)
東莞市鋁得旺五金制品有限公司@版權(quán)所有 地址:東莞市橋頭鎮(zhèn)東江村福源路5號(hào) 電話:0769-82839293 手機(jī):15820818654 聯(lián)系人:郭先生. 東莞鋁得旺專業(yè)提供鋁合金翻砂鑄造、鋁合金重力鑄造、鋁鑄件等產(chǎn)品的生產(chǎn)和后加工服務(wù),歡迎來電咨詢合作!
客服
在線客服
微信
電話
服務(wù)電話:
15820818654
頂部
主站蜘蛛池模板:
国产91亚洲精品成人aa片p站
|
国产精品中文第一字幕
|
免费日韩视频
|
中文字幕日韩免费a级黄特级毛片打开直接看
|
亚洲国产精品国自产拍av麻豆
|
午夜精品久久久久久99热
|
成人区人妻精品一区二欧美毛片
|
日本在线欧美在线
|
99久久亚洲日本精品
|
一区二区三区动漫成人在线观看
|
久久精品国产亚洲综合专区
|
欧美日韩在线第一页
|
婷婷丁香综合基地的浪漫故事
|
亚洲精品乱码久久久久久久久久久久
|
精品一区二区三区国产在线观看
|
尤物yw193国产在线观看不卡
|
丝袜老师自慰摸下面教室18禁
|
国产精品激情综合久久
|
91麻豆精品国产高清在线
|
亚洲精品人成无码中文毛片
|
欧美一级片在线看
|
激情综合亚洲色婷
|
国产一区二区三区小说
|
人妻无码精品久久亚瑟影视
|
亚洲v永久无码精品天堂
|
无码成人网站色网视频在线观看
|
欧美日韩成人精品视频在线观看
|
亚洲va中文字幕欧美不卡
|
欧美一区二区三区啪啪
|
亚洲aⅴ无码专区在线观看春色
|
亚州精品一区二区三区
|
97蜜桃123最新章节
|
无码专区精品
|
精品国产呦系列在线观看
|
av不卡中文字幕在线观看
|
亚洲一区二区三区
|
午夜无码国
|
国产日产亚洲欧美综合另类
|
精品无码中文字幕网站
|
亚洲国产日本
|
中文字幕无码精品专区
|
 1582081865415820818654
1582081865415820818654







擊這里給我發(fā)消息") 在線客服
在線客服
